












La produzione dei rulli e dei tamburi si articola su diverse linee automatiche e semiautomatiche in continuo aggiornamento tecnico. Sui materiali e sui semilavorati in ingresso e dopo ogni fase di produzione, viene eseguito un accurato controllo qualità, per garantire che i prodotti siano realizzati secondo le richieste dei Clienti e in linea con i più elevati standard qualitativi.
FASI DI PRODUZIONE DEI RULLI E DEI TAMBURI
IL NOSTRO FLUSSO
FASE 1
Controllo qualità dei materiali in ingresso; stoccaggio dei tubi e dei trafilati in un magazzino automatico sotterraneo di grandi dimensioni. Una importante polmonatura di materie prime consente alla Tecnorulli di assorbire le turbolenze dei mercati di approvvigionamento, garantendo ai Clienti tempi di consegna certi e qualità costante di prodotto.

FASE 2

Carico automatico delle 4 linee di taglio. Dal magazzino sotterraneo un sistema con 3 trasloelevatori automatici alimenta costantemente con logica FIFO le 4 linee di taglio, sotto la supervisione di un sistema di controllo che ottimizza i tempi di produzione in funzione delle esigenze di consegna dei Clienti.



FASE 6

Alimentazione automatica delle linee di saldatura. Per garantire un processo di saldatura senza interruzioni un sistema di handling computerizzato alimenta le macchine con tubi prelavorati e con semilavorati.
FASE 7
Saldatura automatica dei rulli con controllo istantaneo della concentricità delle testate. Il mantello dei rulli viene realizzato su più linee automatiche; a seguito della saldatura di ogni rullo viene verificata la concentricità dei fondelli portacuscinetti, degli ingranaggi e delle flange rispetto al tubo, a garanzia di un prodotto finito esente da difetti.

FASE 8

Saldatura a grande penetrazione per tamburi con tubi a forte spessore. Le flange dei tamburi destinati alle condizioni di lavoro più gravose e ai sistemi di trasporto più performanti vengono saldate da operatori certificati, utilizzando parametri specifici a seconda della composizione e degli spessori dei materiali utilizzati.


FASE 11
Assemblaggio automatico dei rulli con controllo rettilineità in uscita. La fase di assemblaggio dei mantelli con gli assi e di inserimento dei cuscinetti e dei kit di guarnizioni avviene su cinque diverse linee asservite anche da robot antropomorfi e attrezzate con un sistema che controlla la rettilineità e la correttezza del gioco assiale su ogni rullo che esce dalla macchina.

FASE 12

Rivestimento con guaine di PVC o manicotti di gomma.Le guaine di PVC e i manicotti di gomma sono calzati con un sistema ad aria compressa, che garantisce una aderenza perfetta tra il rivestimento e il tubo del rullo.

FASE 14

Rettifica dei mozzi di tamburi. Laddove i tamburi siano destinati a applicazioni molto performanti (altissime velocità, frequenze di accensione e spegnimento dei motori molto ravvicinate, ecc.), le estremità dei mozzi vengono rettificate con tolleranze millesimali.
FASE 15
Raddrizzatura. Tutti i rulli e i tamburi che dovessero avere una eccentricità superiore a quella richiesta per l’applicazione specifica del Cliente vengono raddrizzati e ricondotti all’interno di tolleranze molto ristrette.

FASE 16

Calettamento anelli di gomma. Un sistema automatico può collocare gli anelli sul tubo in qualsiasi posizione richiesta dal cliente.
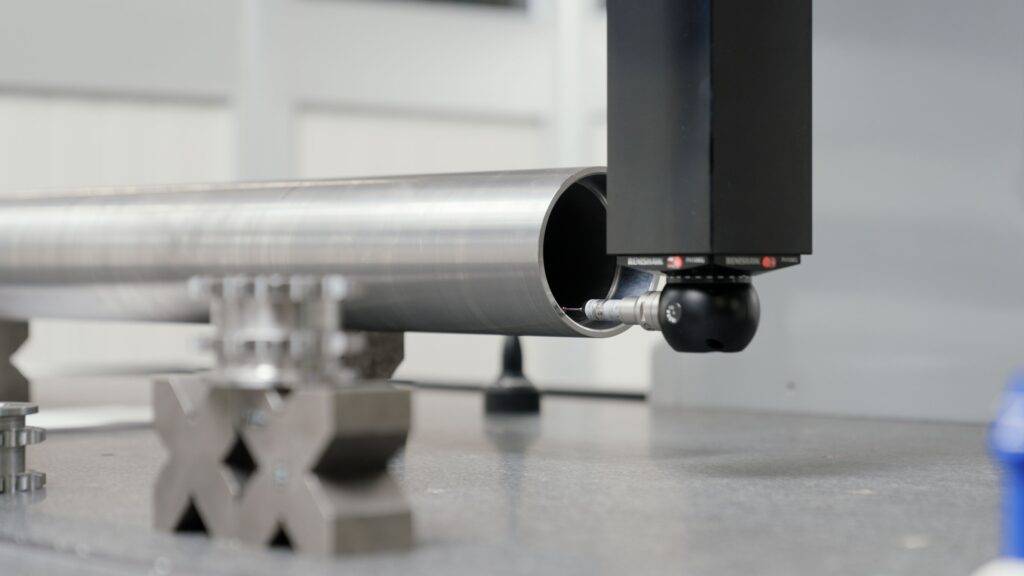
FASE 17
Controllo qualità in uscita. Prima di essere imballati, i rulli di ogni commessa sono controllati con criteri statistici, affinché il Cliente riceva sempre un prodotto in linea con quanto commissionato.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}