












Производство роликов и барабанов осуществляется на автоматических и полуавтоматических линиях, которые регулярно проходят технический апгрейд. Тщательный контроль качества входящего сырья и полуфабрикатов наряду с контролем в конце каждой технологической фазы обеспечивают изготовление продукции в соответствии с требованиями клиента и согласно самым высоким стандартам качества.
Производство
НАШ ПОТОК
ЭТАП 1
Контроль качества входящих материалов; трубки и тянутые прутки загружаются в большой автоматизированный склад под землей. Важный процесс поддержания заделов сырья позволяет компании Tecno Rulli переживать колебания рынка поставщиков, гарантируя своим клиентам надежные сроки поставки и высокое качество продукции





ЭТАП 6

Автоматическая загрузка сварочных линий. Бесперебойность сварочных работ обеспечивается компьютеризированной системой управления, которая подает предварительно обработанные и полуобработанные трубки к станкам.
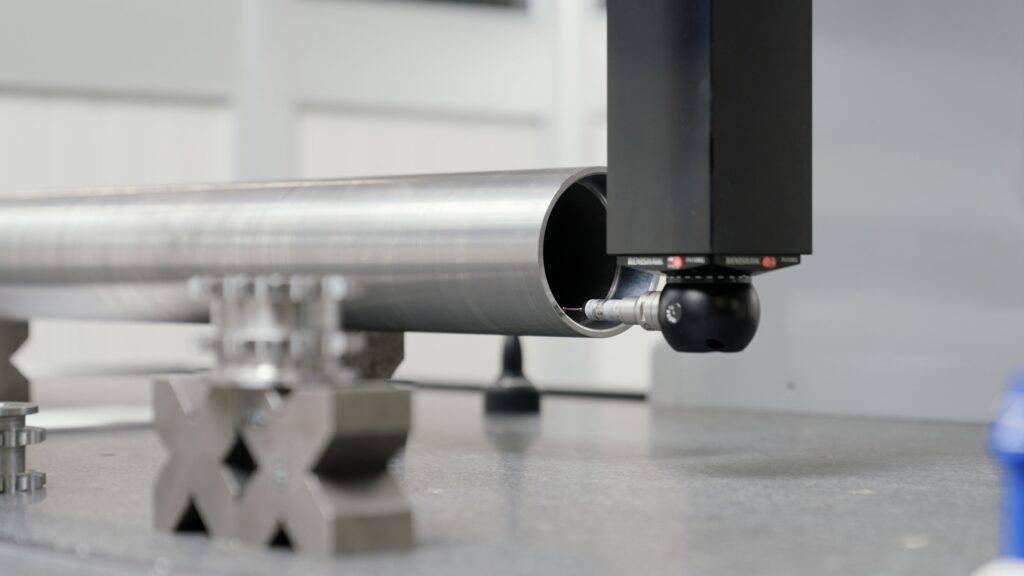
ЭТАП 7
Автоматическая сварка роликов с непосредственной проверкой концентричности головки. Обечайки изготавливаются на разных автоматических линиях; чтобы обеспечить отсутствие каких-либо дефектов конечного продукта, после заварки каждого ролика выполняется проверка концентричности головок опор подшипника, шестерен и фланцев, относящихся к трубкам.

ЭТАП 8

Глубокая сварка для барабанов с толстыми трубами. Фланцы барабанов, предназначенные для наиболее сложных условий эксплуатации и наиболее эффективных транспортных систем, свариваются сертифицированными операторами с использованием конкретных параметров в зависимости от состава и толщины используемых материалов.


ЭТАП 11
Автоматическая сборка роликов с выходным контролем прямолинейности. Этапы соединения обечаек с осями и вставка подшипников и уплотнительных комплектов выполняются на пяти различных линиях, также обслуживаемых человекоподобными роботами и оснащенных системой контроля для проверки прямолинейности и осевого биения на каждом ролике, покидающем станок.

ЭТАП 12

Облицовка ПВХ-оболочками или резиновыми рукавами. ПВХ-оболочки и резиновые рукава устанавливаются с использованием системы сжатого воздуха, что обеспечивает идеальное сцепление между облицовкой и трубой ролика.
ЭТАП 13
Ролики и барабаны с покрытием методом горячей вулканизации. По запросу клиента рукава для роликов и барабанов могут быть покрыты природным или синтетическим каучуком, силиконом, полиуретаном, и т.д., как с гладкой поверхностью (обработанной или шлифованной), так и с поверхностью, обработанной ромбовидными прессовками.

ЭТАП 14

Шлифовка втулок барабанов. В случае, если барабаны предназначены для очень высокопроизводительных приложений (высокая скорость, частые включения и выключения мотора и т. д.), концы втулок шлифуются с допусками до миллиметра.
ЭТАП 15
Правка. Все ролики и барабаны, чья эксцентричность выше, чем это предусмотрено областью применения, указанной клиентом, выпрямляются и возвращаются к очень жестким уровням допуска.

ЭТАП 16

Посадка резиновых колец. Автоматическая система способна напрессовывать кольца на трубку в любое положение, указанное заказчиком.
ЭТАП 17
Выходной контроль качества. Прежде, чем быть упакованными, ролики из каждой партии проходят проверку с тем, чтобы заказчик получал продукцию в точном соответствии со своим заказом.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}